ПОДГОТОВКА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ К ОКРАСКЕ
Металлическую поверхность перед окраской нужно тщательно очищать от ржавчины, масляных пятен, грязи и пыли. Прежде всего очищают ее от ржавчины. Для этого при обработке больших поверхностей пользуются пескоструйным аппаратом, а для очистки поверхностей с небольшой площадью — электрическими щетками.
При работе пескоструйным аппаратом резиновый шланг с закрепленным на его конце распылителем (соплом) держат на расстоянии до полуметра от поверхности и направляют струю песка под углом в 60 — 70 градусов к ней. Такое направление струи дает наиболее эффективные результаты обработки поверхности. Руку со шлангом рекомендуется держать неподвижно, изменяя направление струи сгибанием руки в запястье. При таком методе лучше сохраняется необходимый угол, достигается наибольшая точность направления струи и меньше устает рука.
Во время работы необходимо периодически проверять очищенные участки и устранять обнаруженные недоделки.
Очищая поверхность электрической щеткой, прижимают диск к поверхности и перемещают его по обрабатываемому участку. Очень сильно прижимать диск не следует, так как от этого снижаются обороты электромотора и щетка работает хуже.
В перерывах, предназначенных для охлаждения электромотора, необходимо обметать обрабатываемую поверхность и проверять качество работы. Если при этом будет обнаружена пропущенная ржавчина, то прежде всего следует подчистить пропуски а затем перейти на новые участки.
Если механический инструмент отсутствует, то для очистки металлических поверхностей используют молотки, скребки и ручные металлические щетки (рис. 131).
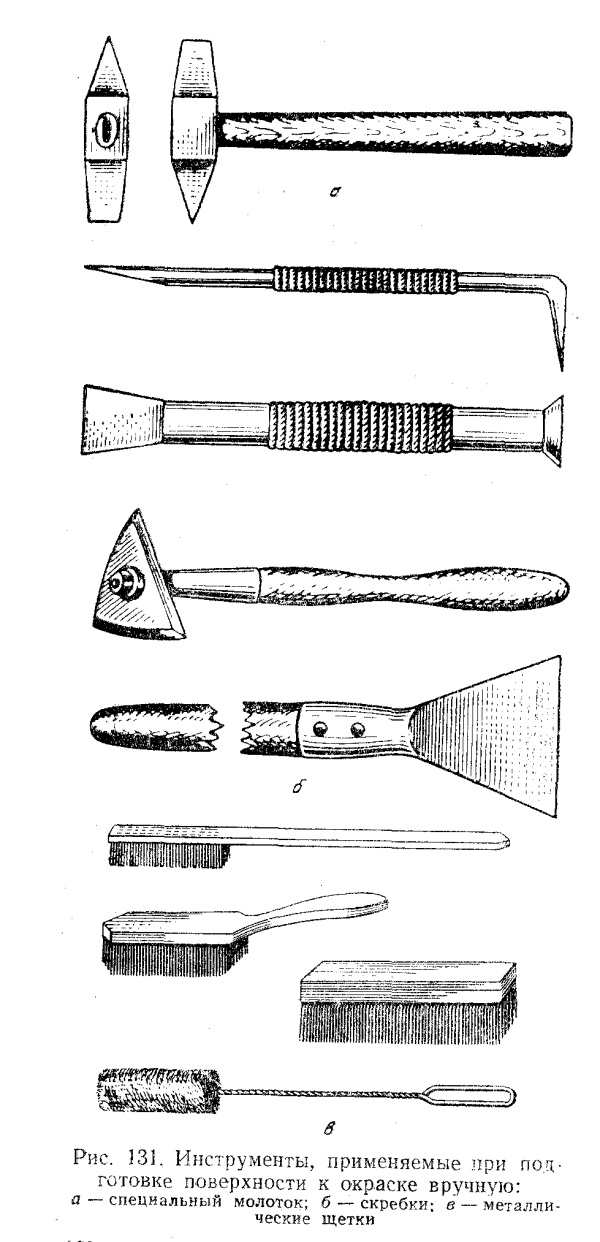
Молотки применяют только для обивки ржавчины в местах, не поддающихся зачистке скребками, так как от ударов молотком на поверхности часто образуютсязазубрины. В целях наименьшего повреждения металла рекомендуется делать молотком скользящие удары, вкладывая в них такую силу, которая необходима для снятия только слоя ржавчины. Молоток не следует очень остро затачивать.
Скребок является наиболее употребительным инструментом при подготовке (поверхности к окраске. Применяется для очистки металла от тонкого слоя ржавчины, соскабливания с поверхности старой краски, грязи, масляных пятен, очистки подводного корпуса от водорослей и ракушки, а также для подчистки труднодоступных мест после снятия ржавчины электрощетками или пневматическими молотками. При работе скребок держат двумя руками: одной делают
короткие скользящие движения, другой с силой прижимают острие скребка к поверхности. Скребки во время работы необходимо периодически затачивать.
Окончательная зачистка металлической поверхности производится ручными металлическими щетками. При помощи их снимают оставшиеся крупинки и пылеобразный налет ржавчины, тщательно зачищают кромки и углы пазов и стыков, вычищают ржавчину из мелких углублений и раковин. Металлические щетки незаменимы при выборочной зачистке поверхности, когда старую краску удаляют не полностью, а местами. В этом случае после работы скребками необходимо при помощи щеток сгладить грубые кромки оставленной на поверхности старой краски.
При работе металлической щеткой рекомендуется сильнее прижимать ее к поверхности и делать быстрые резкие движения в разных направлениях.
Пазы и стыки зачищают щетками в продольном направлении, а заклепочные пояса — в продольном и поперечном.
После работы щетки очищают от пыли и, если они загрязнены маслянистыми веществами, тщательно промывают их в керосине.
Очистку поверхности от ржавчины, старой краски и других наслоений производят в определенном порядке: вертикальную поверхность обрабатывают сверху вниз, подволоки и палубы — начиная от одной из вертикальных переборок. Поверхность сразу же очищают до чистого металла во всех местах, доступных для данного инструмента.
При очистке внутреннего борта ,и подволоков поверхность обрабатывают по шпациям, при очистке наружного борта, гладких переборок и палуб — по листам обшивки.
Однако если обработку поверхности требуется вести с устройством лесов, порядок работы несколько видоизменяют. При очистке металлических поверхностей в трюмах устанавливают леса и производят обработку подволока и верхней части внутреннего борта. После окончательной очистки этих мест леса переносят дальше, часть людей приступает к обработке подволока и верхней части борта на новом месте, а другие заканчивают очистку нижних частей бортовых шпаций, устраивая для этого более низкие леса.
При очистке наружного борта с подвесок поверхность обрабатывают сверху вниз на ширину подвески. По мере выполнения работы подвеску опускают, зачищая борт до самой воды, и только после этого переносят на другое место.
Палубы во всех случаях зачищают в последнюю очередь. Производя очистку металлической поверхности, нужно следить за тем, чтобы на ней не оставалось ржавчины, так как под пленкой новой краски ржавчина очень быстро снова распространяется и разъедает металл. Необходимо помнить, что окраска металлической поверхности, не очищенной или плохо очищенной от ржавчины, не имеет никакого смысла и является непроизводительной затратой покрасочных материалов.
Особенно тщательно нужно зачищать металл на стыках, заклепках и в пазах, так как в этих местах ржавчина может .привести к появлению течи.
Зачищенную до чистого металла поверхность грунтуют и, если необходимо, шпаклюют.
При обработке подводной части корпуса прежде всего освобождают ее от водорослей и ракушек, а затем приступают к удалению ржавчины и старой краски. Водоросли и ракушки рекомендуется снимать сразу после постановки судна в док или на слип. Обсохшую подводную часть корпуса очищать гораздо труднее.
Верхнюю часть подводного борта (пояс переменной ватерлинии) необходимо очищать, грунтовать и красить чаще, чем остальные части корпуса, так как этот пояс слишком интенсивно покрывается ржавчиной. Очистку и покраску пояса переменной ватерлинии производят не только во время нахождения судна в ремонте, но и между отдельными рейсами. Эту работу выполняют после разгрузки судна с подвесок, рабочих шлюпок или плотов.
После очистки металлической поверхности приступают к грунтованию, т. е. к окраске жидким раствором антикоррозийных красок. При полной очистке поверхности производят сплошное грунтование, при выборочной — грунтовой покрывают только зачищенные места.
Грунтовка должна быть достаточно хорошо растерта. Жидко , разведенная и содержащая тяжелый пигмент грунтовка при плохом растирании стекает и образует подтеки.
Перед грунтованием зачищенную поверхность обметают волосяными щетками или обмывают водой. В последнем случае к нанесению грунтовки приступают только после того, как поверхность полностью просохнет.
Если после зачистки на поверхности остались масляные пятка, их смывают водой или 5-процентным раствором каустической соды.
Шпаклевание металлической поверхности производят лишь в редких случаях. Обычно при подготовке к окраске по металлу делают выборочное шпаклевание отдельных мест окрашиваемой поверхности. Шпаклевкой заполняют пазы, раковины и т. п. таким образом, чтобы поверхность стала ровной. Зашпаклеванную поверхность шлифуют при .помощи пемзы или наждачной бумаги (полотна), а затем уже окрашивают.
При выборочной очистке металлической поверхности иногда зачищенные места одновременно загрунтовывают. Особенно часто это практикуется при подготовке к окраске борта, надстроек, дымовых труб, мачт, колонок и т. п.
Следующая страница:
Переход на главную страницу: